

药片激光打孔机的研究
发表时间:2015-10-16 浏览次数:5393
渗透泵控释片的基本结构为:先将药物与制成片芯,外包一层高分子材料的半渗透膜,称之为包衣,然后在外包衣膜上加工一个小孔,称之为释药孔。口服该药之后,胃肠道水分透过半渗透膜,使片芯溶解成饱和溶液,产生40-50atm的渗透压,与人体液7.5atm的自然渗透压形成夺差,所以药物能顺利地从释药孔匀速缓慢地流出,形成一种准确、方便的给药系统。由此可见释药孔的重要性,因而打孔工序是控释片生产过程中的关键工序。释药孔的加工,有机械打孔、膨胀致孔、激光打孔等方法,但从打孔效率及效果比较,激光打孔机有明显的优势。故而本文采用研制的专用激光打孔机,对激光打也技术进行深入地实验研究。
一、渗透泵控释片释药孔的特殊性
首先,定义渗透泵控释片“溶出度”的概念,“溶出度”为药物完全溶解并从包衣中完全释放所用的力。此药每天服一次即可,大大方便了患者的给药,并具备高的药物安全性和有效性。鉴于控释片释药严格的“时间”要求,释药也有明显的特殊性。
1、释药孔的孔径必须满足溶出度的要求
不同种类的片芯,溶解速度可能不一样,但溶完的时间都控制在24h之内。释药孔是药物释放的唯一通道,所以释药孔的孔径大小直接影响着溶出度,即孔径大则流量大,药物完全释放所用的时间就短,反之,所用的时间就长。所以,对不同的片芯,释药孔孔径有一对应值,满足溶出度为24h的要求。
2、药物的溶出度与释药孔的孔形关系
通过释药孔的药物流量,决定于释药孔的孔面积,即孔面积越大,药物完全释放所需的时间就越短,而与孔的形状无关,所以溶出度的调整实际是孔口面积的控制。本实验采用通常的球面激光聚焦镜,所以孔形为圆形,可通过控制孔径的大小不一得到所需的孔口面积。
3、溶出度与孔深无关
显而易见,释药速率决定于释药孔的孔口大小而与孔深无关。孔深起码是穿透包衣的厚度,这样才能形成经过包衣的通道。孔深深入到片芯之中的部分,会伤及片芯,但损失量很小,对溶出度的影响可以忽略。本实验孔深设计为包衣厚度的2倍左右。4、孔壁的碳化问题
渗透泵控释片的包衣由高分子有机材料厂组成,受热易于碳化;片芯由药物和辅料组成,辅料主要成份是糖类,对热也十分敏感。而激光加工恰恰是热加工,所以控释片激光打孔时孔壁极易产生碳化现象。碳化层被水溶解需要几十秒到几分钟的时间,对整体溶出度的影响不明显。但为避免碳化层的不良影响,需要采取措施,减少或消除碳化层,使药片成为优质。
5、批量和快速打孔的要求
渗透泵控释片是药业的新剂型,因其独特的优势,而格外受宠。新开发的控释片,一旦通过批准而投产,一般是批量大,工期紧,因厂商总希望尽快投放市场,所以快速激光打孔是必然的要求。应对这一状况,激光打孔设备一般是自动控制的快速流水生产线,面对每秒几十片的打孔速度,打孔工艺的稳定性非常重要。为保证所有药片溶出度的一致性,孔形(孔口面积)、孔深等指标应严格保证,否则,将造成坏片的大量报废。
二、渗透泵控释片激光打孔的实验研究不同控释片的药物、辅料、包衣材料成份不同,或含量不同,则物理、化学性能差距较大,这些都第三地影响着激光打孔的过程和效果。零散的数据可借鉴性较低,所以对所有开发的新药,都必须进行激光打孔实验,这是一项工作量较大的基础性研究工作。如果把积累的相关参数建成数据库,则非常有意义。对于开发的新药可根据成份与含量,到库中查询相关参数,指导科研或学生,从而减少完全不必重复相关的实验,做到节约资源。
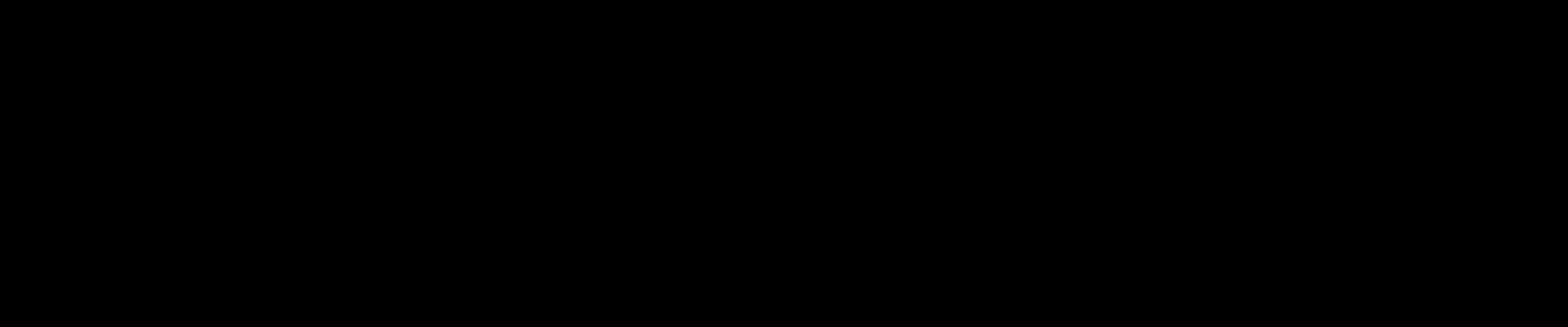
本实验采用的是本项目开发的一种渗透泵控释片专用激光打孔设备,整机是光、机、电技术的集成,由布药系统、传输系统、激光系统、检测系统和剔除系统等组成。激光器为封离去型激光器,功率40W,光束直径10mm,经过激光电源的调制与软件的控制,激光器的输出变成脉冲输出,而且脉宽可调;经焦距100mm的ZnSe透镜聚焦到药片表面;控释片直径为Ø8mm,厚度为4mm,包衣材料为醋酸纤维素,厚度为0.2mm;采用高速相机与测量显微镜检测药片的打孔质量,利用视觉识别系统及压缩空气对不合格品进行识别和剔除,从而实现大批量药片生产的自动化激光打孔设备。
图1.视觉识别系统对加工后的药片进行检测
孔径对离焦量的变化非常敏感,即离焦量对孔径影响最大。焦平面孔径最小,在其它位置孔径随离焦量的变化而迅速变大,所以,在实施药片打孔时,离焦量是调整孔径大小的首选参数。激光电流(功率)对孔径的影响较小,孔径随电流的增加而缓慢变大。在选定的实验参量条件下,随着电流的增大孔壁的碳化逐渐明显,所以电流对碳化层的影响大。因此,对打孔工艺的参数的组合,激光电流宜向小的方向选择,以减少或消除孔壁的碳化现象。
激光脉冲对孔径的影响最小,虽然孔径随脉宽的增加而增加,但趋势非常平缓,在本实验的条件范围内,随着脉宽的变大,孔深增加,所以,对打孔工艺参数的组合,在保证孔深穿透包衣的前提下,脉宽应向小的方向选择,以减少激光对片芯的损伤。
激光打孔方法加工渗透泵控释片的释药孔,速度快、质量高、优势明显,对孔径的调整非常方便。实验中几个主要的工艺参数对孔的形成发挥了不同的作用;离焦量主要影响孔径;激光电流主要影响碳化层;激光脉冲主要影响孔深。这些现象和规律对提高渗透泵控释片激光打孔的效率和质量具有指导或参考作用,对发展我国渗透泵控释片产业非常有意义。

图2.第二代激光打孔机研究完成